
1000兆分の1秒パルスレーザーにて超スマート社会を拓く
人材・技術不足を補い、第5期科学技術基本計画に描かれた超スマート社会(Society 5.0)を支える重要技術の一つとして、レーザーの短波長化――波長120nm以下の極端紫外線領域にても、有用性の検証が進められている。極端紫外線レーザーによる材料加工の特性は、最も基礎的な事項である材料の損傷閾値について近年評価が開始されたにすぎない。
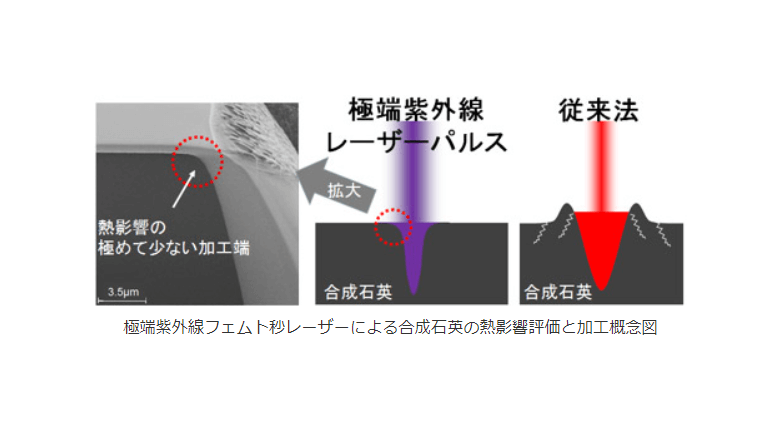
また、小型電子デバイス用の次世代電子回路基板として注目されているガラスへの、高密度な微細穴開け加工はニーズが高いものの、従来技術では、熱溶解によりレーザー照射部と非照射部との境界に隆起構造「リム」が生成するなど、加工品質上の課題があったという。
産総研、東京大学、早稲田大学の教授らは、NEDO「高輝度・高効率次世代レーザー技術開発」プロジェクトにおいて共同で、SACLA利用実験グループである量子科学技研と宇都宮大学教授らの協力の下、極端紫外線フェムト秒(fs:1000兆分の1秒)レーザーで合成石英への極めて熱影響の少ないレーザー加工を実現した。同レーザーの照射は、理研のX線自由電子レーザー装置「SACLA(XFEL)」ビームライン1で行い、試料の断面観察は産総研ナノプロセシング施設にて実施したという。
近赤外線fsレーザー(波長800nm、パルス幅約70fs)と、極端紫外線fsレーザー(波長13.5nm、パルス幅約70fs)を用いて加工した合成石英は、走査型イオン顕微鏡やレーザー顕微鏡などで観測し、加工特性を評価――。近赤外線fsレーザーによる損傷閾値は3.8×103 mJ/cm2で、これまで報告されている可視光~近赤外線領域のfsレーザーによるそれと大差なかった。
一方、極端紫外線fsレーザーをシングルパルス照射した試料を分析したところ、損傷閾値は0.17×103 mJ/cm2。近赤外線での結果やこれまでの極端紫外線ナノ秒レーザー加工に比べて、値が約20分の1であった。そのうえ切削速度、即ち加工効率に大きく影響する有効吸収長は58nmと算出され、上記ナノ秒レーザーとの比較で約2.5倍に向上した。極端紫外線でのfsレーザーが極めて高い加工性能を有することが明らかになったという。
加工特性として重要な有効吸収長や損傷閾値を決定するとともに加工モルフォロジーを明らかにした。この度の成果は、ガラス材料などのレーザー加工メカニズムの解明や最適条件の探索に貢献すると期待される。そしてその詳細は、米国物理学協会発行の学術誌「Applied Physics Letters」に10月22日(米国東部時間)にオンライン掲載される。